|
|
|||||
|
|
|||||
|
Características técnicas das instalações
As instalações fabris de CACIA compreendem três grandes áreas de fabrico: pastas celulósicas para papel, papéis e embalagens de papel (estas compreendendo cartão canelado, caixas de cartão canelado, sacos de grande capacidade, saquetas e fitas gomada e não gomada). Nelas se concentram, pois, verdadeiramente três fábricas, interligadas para sucessiva conversão em produtos de maior valor acrescentado, se bem que esta interligação e integração seja parcial, pois só cerca de 20 % das pastas produzidas localmente são transformadas em papéis e só cerca de 40 % dos papéis produzidos localmente são transformados em embalagens de papel. Para responder a necessidades de crescimento e rentabilidade, estas instalações foram actualizadas e ampliadas, em várias fases, ao longo destes 25 anos. As capacidades produtivas actuais e as previstas para 1979 (e anos muito próximos) são:
As características técnicas gerais do principal equipamento instalado, incluído o que está em vias de arranque para o segundo semestre do corrente ano, são:
Caldeiras ▪ 2 caldeiras de recuperação Combustion Engineering para queima de lixívia negra, produzindo cerca de 70 t de vapor por hora. Em arranque, uma 3.ª Caldeira de Recuperação do mesmo fabrico para 50 t/h. ▪ 4 Caldeiras a óleo: Combustion Engineering, Svenska, International Combustion e Babcook Wilcox (tipo monobloco), para produções de vapor de 20 t/h, 40 t/h, 100 t/h e 25 t/h. ▪ A capacidade global de geração de vapor é pois de 305 t/h.
Turbogeradores ▪ 3 grupos turbogeradores (General Electric, Stal-Laval e English Electric) com extracções controladas, / 88 / totalizando uma potência de 45900 kV A. Actualmente, com as instalações em pleno, só é utilizada cerca de 45 % desta potência instalada. ▪ Subestação de 6400 kV A, 60 kV /6 kV para ligação à rede exterior. Alimentação de águas ▪ Instalação de captação flutuante no Rio Vouga com bombas centrífugas de alta capacidade, permitindo um caudal máximo de 126 m3/min. ▪ Instalação de captação profunda (a 200 m), de 5 poços, nos locais de Mataduços, Paço e Póvoa do Paço, a 3 km da Fábrica. Esta água é utilizada para a desmineralização e alimentação das caldeiras nos períodos de Verão. Devido à poluição de montante do Rio não é possível usar a água deste, pois contém elevada carga orgânica em solução. Capacidade global deste conjunto de poços: 100 I/s. ▪ Tratamento de floculação – sedimentação da água do Rio, distribuído por 5 tanques de grandes dimensões, seguido de instalação de filtração por leitos de areia para parte da água tratada. Ar comprimido ▪ Instalação com capacidade de 70 m3/min (para fins gerais) mais 42 m3/min (para instrumentos). Distribuição a 6 kg/cm2.
FÁBRICAS DE PASTAS CRUAS E BRANQUEADAS 1. RECEPÇÃO, PREPARAÇÃO E ARMAZENAMENTO DE MADEIRAS 1.ª linha de recepção de rolaria ▪ Mesa de descarga para toros de pinho (de 2 m), seguida de transportadores e 3 descascadores de tambor rotativo. ▪ Destroçador Norman-Carthage de grande capacidade, de 15 navalhas e 96" 0, accionado por motor de 900 CV e 6000 V, seguido de crivo oscilante KMW e transporte pneumático para as pilhas de aparas. ▪ Destroçador Norman-Carthage, de 12 navalhas, 85" Ǿ (como unidade sobressalente).
▪ Mesa de descarga para toros de eucalipto (de 2 m) seguida de transportadores e destroçador Norman-Carthage igual ao da 1.0 linha e de transporte pneumático de aparas. Parques de armazenamento de aparas ao ar livre (Pinho e eucalipto) 2. LlXIVIAÇÃO, LAVAGEM E DEPURAÇÃO DE PASTAS Linha de Cozimento Descontínuo ▪ 4 digestores descontínuos de 85 m3 de capacidade cada. / 89 / ▪ Difusão de lavagem com adensamento, de patente Kamyr. ▪ Bateria de lavagem em 3 fases, com cilindros rotativos filtrantes e em contra-corrente, de marca Sund-Impco. ▪ Crivagem, em circuito fechado, pressurizada e centrífuga, de marca Centrisorter, em 4 fases. linha de Cozimento Contínuo ▪ Pré-impregnador Kamyr com 15 minutos de impregnação. ▪ Digestor Contínuo Kamyr com capacidade de 400 t de pasta de pinho por dia, com 70 minutos de lavagem em contra-corrente (90 min antes da alteração da capacidade de 300 t/d para 450 t/d). ▪ Difusor de lavagem, de patente Kamyr. ▪ Bateria de lavagem em contra-corrente com 2 tambores rotativos, de patente Kamyr. ▪ Crivagem, em circuito fechado, pressurizada e centrífuga, de marca Centrisorter, em 4 fases. 3. PREPARAÇÃO, EVAPORAÇÃO e OXIDAÇÃO DE LlXÍVIAS Caustificação ▪ Conjunto de 2 caustificadores Dorr-Oliver, classificadores de lixívias verde e branca (um destes com 15 m 0) e lavadores de lamas. Fornos de Cal ▪ 2 Fornos de Cal Allis Chalmers e F. L. Smith. Evaporadores ▪ 3 linhas de evaporação de sêxtuplo efeito e contra-corrente das marcas Swenson (1) e Lundberg (2). Oxidação de lixívias negras Lundberg ▪ Tanque de oxidação de lixívia negra diluída de 4 m Ǿ, tanques de espumas e de sabão. Ventilador para 3000 m3/min a 1 000 mm c. a.. ▪ Tanque de oxidação de lixívia negra concentrada de 4,5m Ǿ. Ventilador para 43m3/min e 5200 mm c. a. 4. BRANQUEAMENTOS Branqueamento 1 ▪ Instalação Kamyr com capacidade de 90 t de pasta/dia, normalmente usada para fabrico de pastas semibranquedas a 710 GE, compreendendo 6 torres de reacção para fases de cloração, extracção alcalina e oxidação com hipoclorito e 6 lavadores de tipo «perna barométrica». Branqueamento 2 ▪ Instalação Sund com capacidade de 200 t de pasta/dia (230 t/d para eucalipto) para pastas branqueadas de 90/91º GE, compreendendo 5 torres de reacção para fases de cloração sequencial, extracções alcalinas (2) e dióxido de cloro (2) e de 5 lavadores de vácuo, tipo Lindblad. Branqueamento 3 ▪ Instalação Kamyr com capacidade de 250 t de pasta/dia, para pastas branqueadas de 90/91º GE, compreendendo 6 torres de reacção para fases de cloração sequencial, extracção alcalina (2), hipoclorito (1) e dióxido de cloro (2), equipadas com lavadores de vácuo, do tipo Lindblad, nas 2 primeiras fases, e com lavadores por difusão de patente Kamyr, para as restantes 4. 5. PREPARAÇÃO DE PRODUTOS QUÍMICOS ▪ Tanques de armazenamento de cloro e de soda cáustica. ▪ Instalação de preparação descontínua de hipoclorito de cálcio para a Branqueamento 1. ▪ Instalação de preparação contínua de hipoclorito de cálcio, para 10 t/hora. ▪ Instalação de preparação de dióxido de cloro pelo processo Olin-Mathieson, com equipamento Rauma-Repola, para 4,9 t de dióxido de cloro em 24 horas, usando como reagentes clorato de sódio, ácido sulfúrico e anidrido sulfuroso. ▪ Instalação de preparação de dióxido de cloro pelo processo SVP, patente Hooker e equipamento fornecido por A. H. Lundberg, para funcionar em cascata com a instalação Olin-Mathieson e permitir uma capacidade de fabrico de dióxido de cloro de cerca de 10 t/dia. 6. TIRAGEM DE PASTAS Tiragem 1 ▪ Máquina de tiragem de pastas, tipo Kamyr, com cilindro de vácuo e 2 prensas, permitindo tirar pastas cruas e de nós a cerca de 55 % de humidade, e capacidade de cerca de 100 t de pasta/dia. Tiragem 2 ▪ Depuração centrífuga de pastas em 4 fases. ▪ Máquina de tiragem de pasta, tipo Kamyr, com cilindro de vácuo e 2 prensas. / 90 /
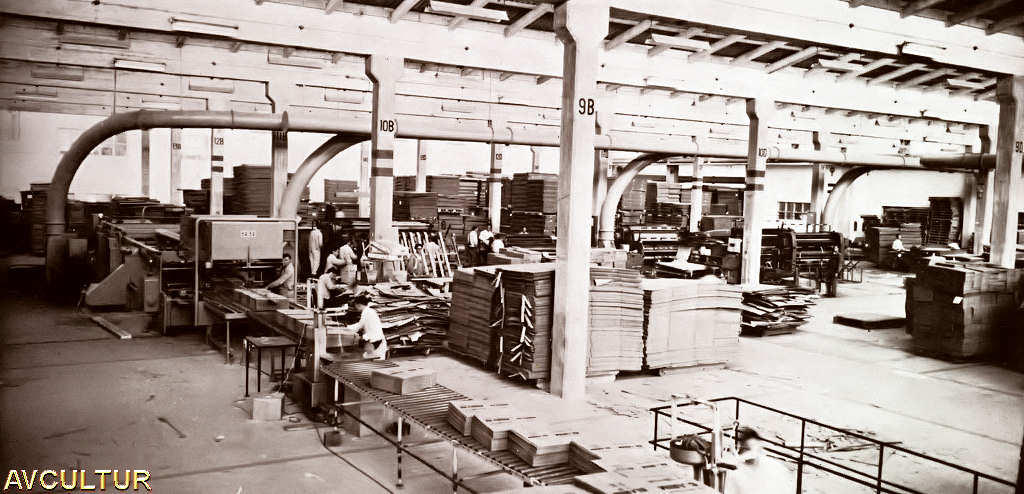
▪ Secador Flakt de correntes, tipo H, permitindo a secagem a 70/80 % e a tiragem de cerca de 100 t de pastas semibranqueadas por dia. Tiragem 3 ▪ Depuração centrífuga de pastas em 4 fases, com depuradores Celleco. ▪ Máquina de tiragem de pasta, tipo Kamyr, com cilindro de vácuo e 3 prensas, com capacidade para 200 t de pasta/dia e para a velocidade máxima de 50 m/min. ▪ Secador Flakt por almofada de ar, tipo L, permitindo a secagem a 90 %. ▪ Cortadora, prensa e conjunto de embalagem automática, de patente Ahlstrõm. Tiragem 4 ▪ Depuração centrífuga de pastas em 3 fases, com depuradores Radiclone. ▪ Máquina de tiragem de pasta, tipo Kamyr, com cilindro de vácuo e 3 prensas, com capacidade para 200 t de pasta/dia e para a velocidade máxima de 50 m/min. ▪ Secador de cilindros, de fabrico Ahlstrõm, permitindo a secagem a 90 %. ▪ Cortadora, prensa e embalagem automática de fardos, de patentes Ahlstrõm e Cranston. FABRICA DE PAPEL ▪ Conjunto de 3 desfibradores, Jones (2) e Leje & Thurne (1). ▪ Conjunto de refinação, constituído por 4 refinadores cénicos Jordan Majestic, 2 despastilhadores Alligator e 2 refinadores de discos Jones. ▪ Depuração em duas fases, constituída por 40 Dirtec, 3 Bird Centriscreen e 1 crivo oscilante Jonsson. ▪ Máquina de papel Fourdrinier, de fabrico Walmsleys, largura útil até 4,4 m (dependente do tipo de papel), velocidade máxima de 430 m/mino Caixa de chegada pressurizada Beloit. Parte húmida compreendendo cilindro aspirante, 2 prensas aspirantes e 1 prensa lisa. Secagem com 41 cilindros secadores, 1 cilindro refrigerador, 8 cilindros secadores de feltro, calandra de 8 rolos e enrolador de tipo Pope. Produção diária média de 130 toneladas em gramagens de 39 g/m2 a 370 g/m2. ▪ Bobinadoras Voith de 4,40 m e 2,20 m. ▪ Supercalandra Eck de 12 rolos (usada no tempo em que se fabricaram papéis de impressão mecânica). ▪ Cortadora duplex Maxson. ▪ Guilhotina Seybold. ▪ Máquina de mandris. ▪ Máquina de tubos. / 91 / FABRICA DE EMBALAGENS DE PAPEL Fabrico de Cartão Canelado ▪ Máquina caneladora Langston de 2,22 m de largura, utilizando bobinas de papel até 1,10 m de diâmetro e peso de 1 400 kg. Velocidade mecânica máxima: 200 m/mino Rolos caneladores com caneluras B e C. ▪ linha de máquina combinada de marca e fabrico S & S, modelo ZlM, compreendendo alimentação manual, ranhuradora-impressora a duas cores flexográficas, dobragem e colagem de patilhas com máquina de atagem Ampag associada. Permite transformação de pranchas com o mínimo de 17,4 cm X 40,0 cm e com um máximo de 96,5 cm X 203 cm, a uma velocidade máxima de 300 caixas/min. ▪ linha combinada de máquina ranhuradora-impressora de marca e fabrico M. Martin 3600 mm a duas cores flexográficas, com máquina de colagem e/ou agrafagem de patilha Max 180 Compte et Dupriet, tendo uma atadeira Ampag associada. Transforma prancha com um mínimo de 30 mm X 850 mm e um máximo de 2020 mm X 3600 mm, a uma velocidade máxima de 1 000 agrafes/min. ▪ Conjunto de transformação de 3 slotters Peters. ▪ Prensa de recortes Thrissel. ▪ Conjunto de preparação de interiores e de acessórios, num total de 10 máquinas. ▪ Conjunto de 4 máquinas de acabamentos. ▪ Prensagem de desperdícios com máquinas American Baler (modelo 9344, capacidade 100 m3/h) e Martex (30 t). Fabrico de Sacos 13 Saquetas ▪ Máquina de tubos Gartemann & Holman, tipo 501, com impressão a 2 cores flexográficas, para 6 folhas, com admissão de papel de 1,60 m de largura, tubos de 1,20 m de comprimento máximo e produção máxima de 300 tubos/min. ▪ 2 máquinas tipo Progress da Gartemann & Holman e máquina Gartmann & Holman 529, todas para fecho e válvulas. ▪ Máquina para sacos de fundo rectangular de marca Triumph VI A, com impressão a 2 cores flexográficas, para 4 folhas, comprimento do tubo de 50 cm a 114 cm, largura do saco de 25 cm a 55 cm e largura do fundo de 12,5 cm a 30 cm. ▪ Conjunto de máquinas de costura. ▪ Máquina de saquetas Gartemann & Holman, Expresso 36, 2 folhas, 4 cores flexográficas, com produção média de 60000 saquetas/8 horas. Fabrico de Fitas ▪ Máquina de gomar Peters, tipo RGT-6, de 1 m de largura e 32 m/min de velocidade máxima, com estufa de secagem de 8 m. ▪ Conjunto de 3 máquinas para rebobinar e imprimir. []
|
|||||
|
|
|||||
|